Нержавеющая сталь – металл, незаменимый для производства конструкций, изделий и деталей, которые постоянно поддаются высоким нагрузкам и влиянию агрессивной среды. Вместе с тем токарная обработка коррозионностойких сталей иногда вызывает некоторые трудности и имеет свои особенности. Это связано с тем, что перенести полностью все методы обработки обычных углеродистых сталей на нержавеющие практически невозможно, так как это может привести к снижению производительности обработки и снижению качества получаемого продукта. Поэтому постоянно разрабатываются новые технологии и методы, способные облегчить токарную обработку нержавеющей стали.
Улучшение стружкоудаления
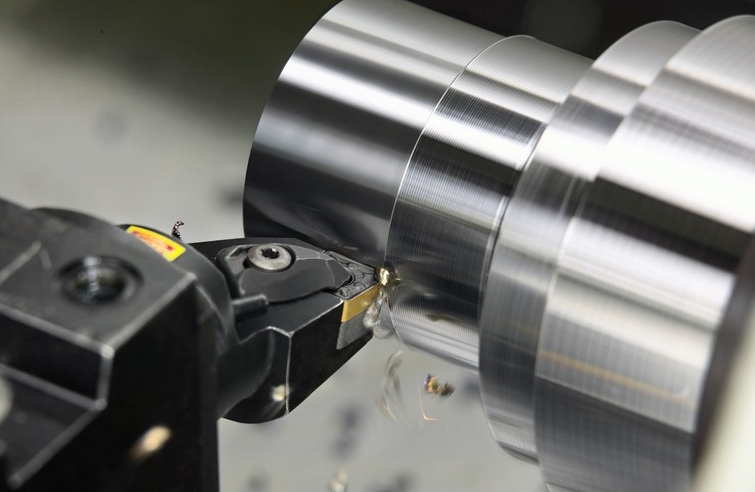
Одна из основных проблем при работе с нержавеющей сталью — затруднение процесса удаления стружки. Для того, чтобы это исправить, при обработке применяют режущие инструменты с внутренней подачей СОЖ под давлением.
Что это дает?
- Во-первых, режущая кромка в таком случае более эффективно охлаждается
- А во-вторых, стружка ломается на мелкие части, что дает возможность легко и быстро ее удалить
Из недостатков этого метода выделяют большие расходы жидкости для охлаждения.
Снижение самоупрочнения стали при обработке
В данном случае речь идет о сталях аустенитного класса, поскольку именно они в самоупрочняются в процессе деформации наиболее сильно. Для того, чтобы нивелировать эффект упрочнения, применяют режущие пластины с острыми покрытиями и кромками.
При необходимости снятия достаточно толстого слоя, который потребует нескольких проходов резца. При этом первый проход должен быть более глубоким, а второй и, при необходимости, третий слои должны быть более мелкими.
Повышение ресурса режущей пластины

Для обработки нержавеющей стали необходима режущая пластина с хорошей износостойкостью. Поэтому, чтобы увеличить срок эксплуатации резца, важно:
- остро затачивать кромки
- применять положительный передний угол
- использовать в процессе специальные покрытия, дающие возможность обработки на высоких скоростях
Покрытия для работы на высоких скоростях можно разделить на два типа:
- CVD – наносят с помощью химического осаждения. Такие покрытия дают возможность обработки на высоких скоростях, однако могут усложнить заточку
- PVD – наносят с помощью физического осаждения в основном для сталей аустенитного класса. Это покрытия небольшой толщины с гладкой поверхностью